注:页面中部分配套产品本厂不能直接生产的选择外厂代工欢迎提前咨询...
推荐产品
新闻中心
运输带技术知识
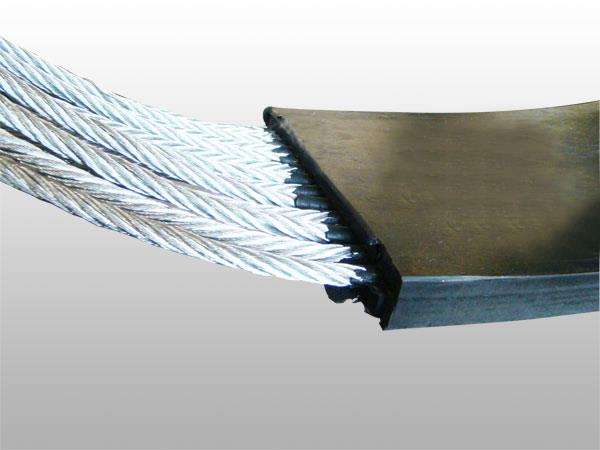
钢丝绳芯输送带生产工艺
钢丝绳芯输送带生产工艺
流程图普通钢丝绳输送带是一层坚固的钢丝绳,在纵向和纵向上都有一定距离,没有织物增强层,用不同性能的芯胶覆盖,覆盖胶,硫化胶和020-5。所以,在工艺设计时,先用压光机压制0-10-1片芯,再用压胶机压制成胶片。在生产过程中,钢丝绳以等间距排列,对冷压成型施加恒定张力,同时在一条生产线上进行硫化处理,并完成连接形成。制作的关键在于每根钢丝绳的间距相等,每根钢丝绳的初始张力相同,然后在张力不变的情况下将其硫化。经多次试验,确定采用皮带拉拔器及成型方式将皮带同步拉入模具,并在一定张力下硫化模具。在硫化前将胶合板及钢丝绳冷压成型。制造工艺通过这种方式,钢丝绳能够在不发生弯曲的情况下弯曲,并且在整个过程中钢丝绳能够均匀分布,张力均匀,保证了产品的质量。
下面是工艺图。
2.硫化工艺的选择,由于钢丝绳输送带厚度一般为14-4毫米,且带体较厚,因此硫化温度在145-150之间(较佳)。根据胶料的硫化时间、硫化时间及带钢的厚度,硫化时间可设定在35-50分钟,单位硫化压力在2.5-3。高压,防止硫化过程中产生气泡,增加胶料的硫化程度,有助于改善胶料的物理力学性能,促进胶料与钢丝绳之间的渗透与粘合。
上一篇文章:钢丝绳芯传送带中的骨架材料
下一篇文章:怎样防止输送带撕裂